Die Kapazität des im Sommer 2019 in Betrieb genommenen Getreideterminals beträgt heute 40.000 Tonnen, womit sich die Kapazität des Fredericia Bulk Terminals beinah verdoppelt hat. Das erfordert natürlich ein leistungsfähiges und zuverlässiges Fördersystem.
Archiv

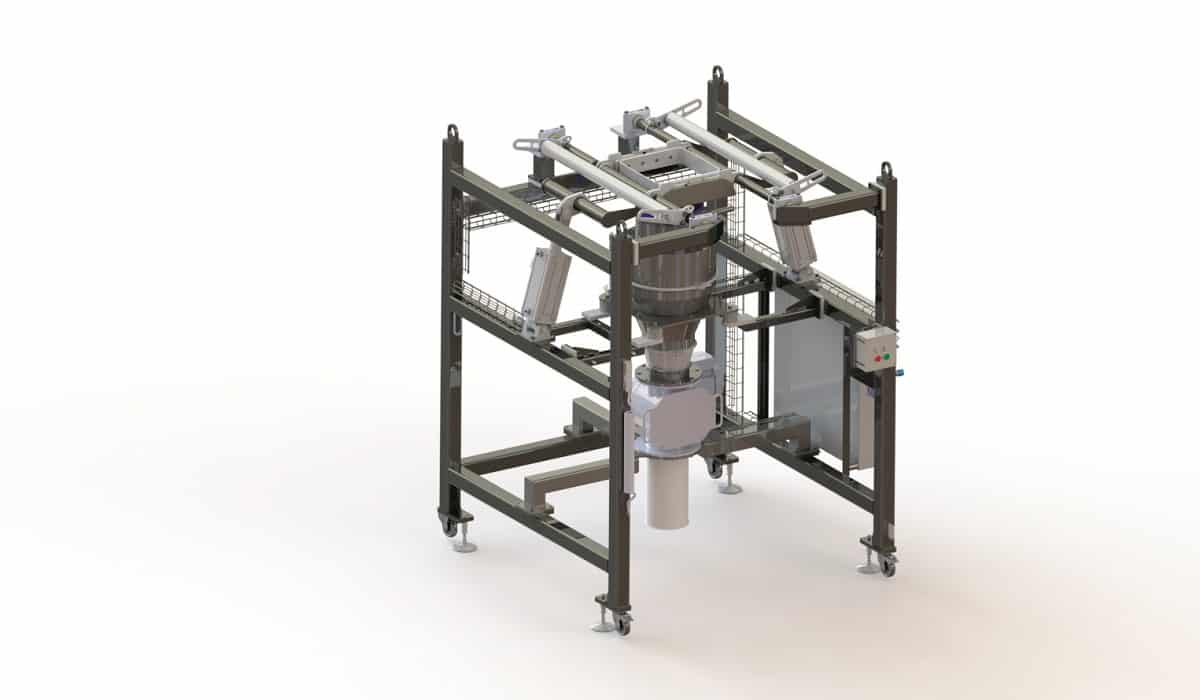
Im Bereich der Lebensmittelindustrie stellt die Handhabung von Schüttgütern an Big Bag-Entleerstationen eine signifikante Herausforderung dar. Diese Stationen müssen effizient, sicher und sauber entleeren.

Die Käseproduktion in den USA ist ein Wirtschaftszweig, der nach wie vor wächst und sich stetig weiterentwickelt. Käsehersteller suchen ständig nach Möglichkeiten, um die Effizienz ihrer Produktionsprozesse zu steigern und die Qualität ihrer Produkte zu sichern.

Wie lassen sich in Gigafactories für die Herstellung von Lithium-IonenBatteriezellen Gigawattstunden an Strom sparen? Ein Vergleich aktueller Zahlen macht deutlich: Fortschrittliche Mischtechnik und Technologiesprünge in der Elektrodenfertigung sind der Schlüssel zu maximaler Wirtschaftlichkeit.